The philosophy of our brand has always been commitment to high quality. Over the years, this has been and still remains to be one of the main values for the team of NIKOMAX creators.
Sometimes this is achieved at the price of being considered as rather relatively expensive brand compared to its competitors. In Tayle we have accepted this postulate a long time ago and have rarely shown it out to an external audience. We do not have aggressive marketing campaigns as some competitors do and our web-site leaves much yet to be desired in terms of latest technologies. But everyone in our Sales team knows: NIKOMAX products have the best quality in the industry in our and even upscale segments. And it is this personal confidence that helps our staff in achieving high results in sales. And when a customer is satisfied and regularly returns for a new batch of NIKOMAX products, it is a real proof of quality sustainability.
Have you ever thought how we maintain such level of quality consistently? Due to what factors is it sustainable from batch to batch? How can we be confident in our statement, "NIKOMAX has a quality that exceeds expectations,” and be sure that we have nothing in common with a "game of roulette" — what has the factory sent to us this time?
One of the main explanations is the manufacturing capacities that were chosen by Russian and Taiwanese NIKOMAX R&D team. It is manufacturing costs that affect the price of products by about 90%. We realized that if a vendor is guided only by the idea of reducing costs of goods, it is incompatible with success in the long run. So the choice of a factory is a very crucial decision, which can either bring a brand to success or cause its failure some day. We have dedicated ourselves to the first approach, and been following it for years.


In order to see with my own eyes how NIKOMAX products are produced, I went to Taiwan.
The headquarters or representative offices of many cable vendors are located here, but not all of them use local factories for manufacturing. Some vendors regulate their costs by placing orders on factories in China. No wonder because quality of life and the standards of management and production in Taiwan are much higher. So far, the inscription “Made in Taiwan” is a symbol of recognised quality for network components. The NIKOMAX team puts quality first, so almost all the products recommended for use in SCS, which comes with system warranty are manufactured in Taiwan.
So fasten your seat belts and let’s fly to a beautiful island, formerly known as Formosa, and now officially called the Republic of China. My colleagues and I have visited two large factories and now I am sharing with you what I have learned. For the sake of truth, their management was not surprised to see us. Regular business visits and even inspections from our R&D team side are a pledge of two-way understanding (and trust, in the end!). I seek my readers' understanding of the fact that the names of the factories remain incognito in this article.
Our first destination (let's call it Factory A ) is a family-owned company founded in Taiwan in 1963, expanded to mainland China in 1999 and now totally having more than 700 employees. By the end of this year, the company will have launched another manufacturing facility in Taiwan covering a bigger area compared with both existing ones. The management of Factory A emphasizes on keeping the staff turnover rate at healthy minimum, maintaining a happy and productive workplace.
The company specializes in manufacturing of LAN cables (solid and stranded) and patch cords of categories from 5e to 7A types U / UTP, F / UTP, SF / UTP, U / FTP, F / FTP, S / FTP, including the long-awaited cat. 8. Here, we produce cables of the 9th series, which have always been considered the flagship products in NIKOMAX, competing with only the leading vendors from the SCS-industry. No wonder because all the parameters - from design features to packaging - meet the highest standards of the industry.
The products of Factory A are UL, ETL, and Delta-certified. Using equipment made in Germany, Switzerland, the UK, and the US required huge investments, but at the same such approach left many competitors far back. Another important feature is its own test lab for testing cable sheath for fire resistance (flame test). In a threatening-looking room, samples of products are exposed to fire, then developers analyze the results. After a certain amount of attempts they achieve the best parameters for the main batch.



In addition to network cables, Factory A produces USB and HDMI cables, and its special pride are medical cables, particularly for endoscopes and surgical equipment. For their production the management had to organize separate rooms with special requirements. For example, it is an isolated cabin in which a special windmill removes dust from workers' clothing before they enter an almost sterile workshop.
The management of Factory A adheres very strictly to the conditions of non-disclosure agreements, according to which the names of all clients are kept confidential. That is why access to the packaging and storage workshops is closed to all visitors. Well, we have to respect this position and internally identify the circle of NIKOMAX “neighbors”. Taking into account the costs of production here, only premium brands can afford to be manufactured here.


Factory A accomplishes all the stages of cable production here. It all starts with a copper drawing, during which the thick wire is thinned to a conductor measuring 0.511-0.585 mm, depending on cable construction and category. The future stranded (or "patch-cord") cable is waiting for the next stage (conductor bunching) to be executed, when 7 conductors will be combined into one bundle.
Then both the solid and stranded conductors are sent to the insulation extrusion procedure. First, the insulation is applied to the conductor, which is then wound onto the coil, and then the machine takes the isolated white and colored conductors from the reels, twists together and winds the finished pair.
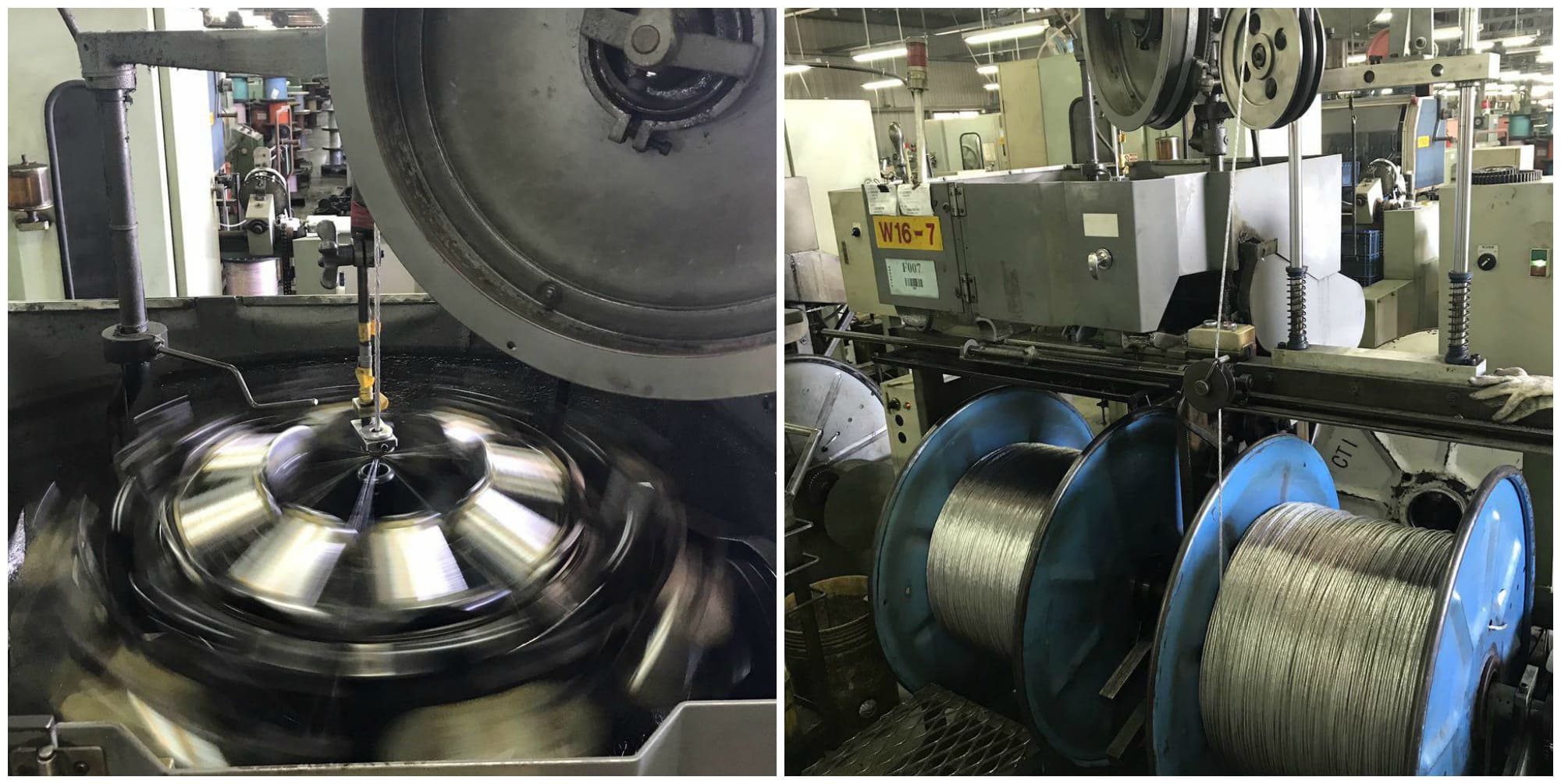
As a result, we see what already reminds us of a cable — large reels with two-colored wires. Further, the pairs can be sent to individual screening with foil for U / FTP, F / FTP, S / FTP, or cabling to become, for example, a standard 4-pair cable. And then the grouped pairs wait for the general braid in the form of a grid (for S / UTP, S / FTP), foil (for F / UTP, F / FTP), or both (SF / UTP, SF / FTP). The last step is a jacket extrusion from PVC or LSZH compound, which is prepared in-house. This is quite a unique expertise on the market, but is successfully developed in Factory A.
All manufactured products undergo multiple tests on highly-specialized industrial testers, as well as with the use of the widely-known Fluke field testers.
The uniqueness of Factory A is that it is integrated works. While other regular cable factories purchase raw materials from other suppliers, Factory A has its own chemical lab, which develop and produce jacket and insulation compounds by themselves, thus, providing 100% quality control of their products.
Our second site - let it be called Factory B - is the manufacturer of terminal components for SCS namely: patch panels, keystone modules, wall sockets, and components for building fiber-optic networks. Established in 1983, the company is a member of all key alliances in the cable industry - TIA, Bicsi, and IEEE. The headquarters and main manufacturing facilities are located in Taiwan; an additional assembly line is in China, and a couple of offices operate in the US.



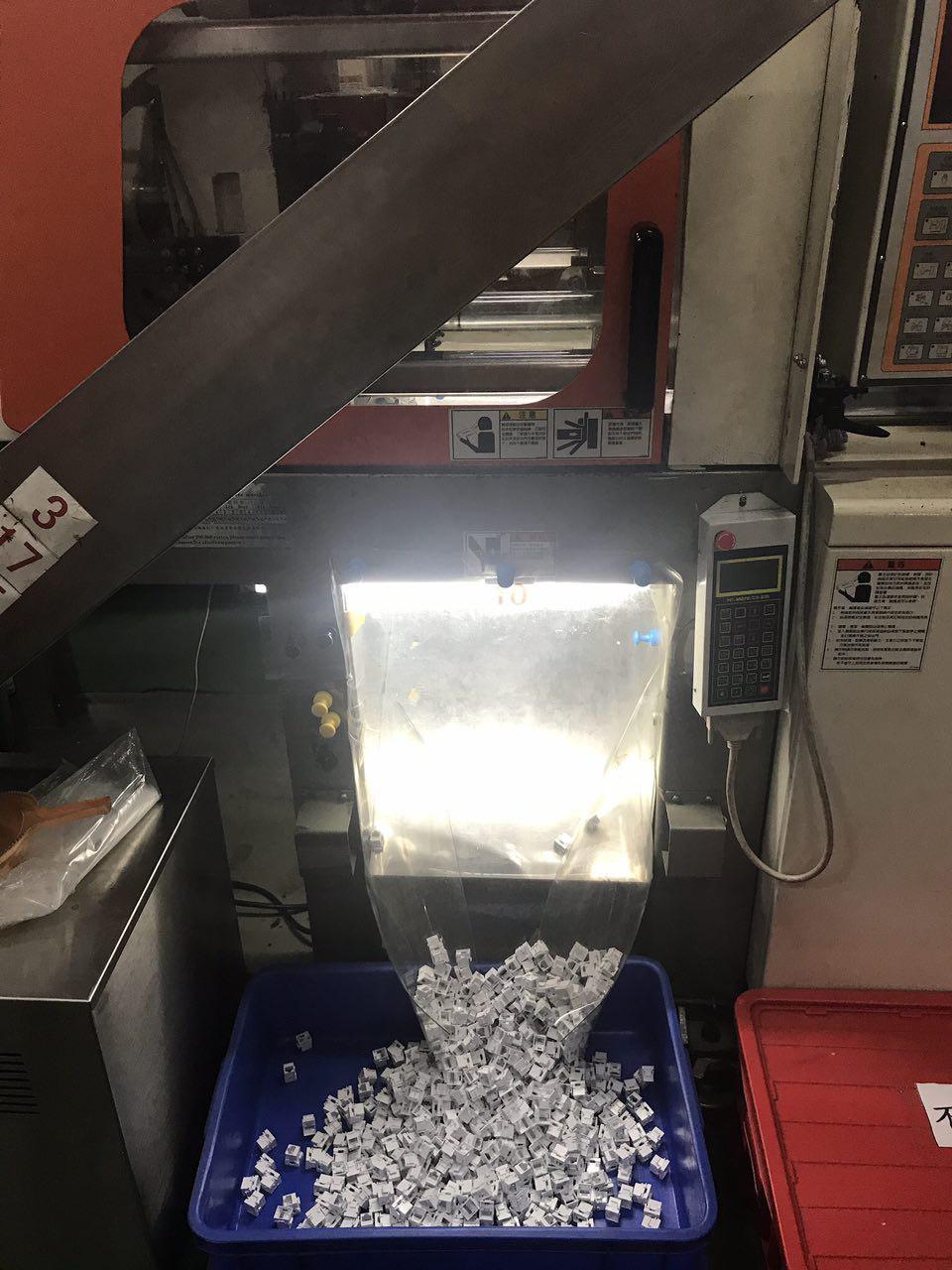
There are a lot of conveyor lines in Factory B. Some of them are fully automated, such as the soldering printed circuit boards or inserting pins. Some lines - mainly assembly and packaging - involve a large part of labor forces. At the control stage, machines and humans are combined for a 100% quality guarantee. No potential flaw can hide itself from the "3-in-1 controller"; this device checks the continuity of the component and wiring label direction, and if puns are sunk. The probability that the human eye misses some problem at first, and then the machine fails to detect it is zero. Because NIKOMAX keystone modules are constantly involved in projects with a 25-year warranty, they simply cannot be defective.
I was lucky to watch how our NIKOMAX components are being assembled and packaged. A new batch for Russia was being prepared then. There were patch panels being assembled, and modules and sockets being packaged. Newly-sealed packs were placed in transport boxes of 150 pieces. I asked a staff in-charge a question: how do you achieve such accuracy in such a short time to have each box ready? The answer turned out very is simple - the scales show the weight corresponding to 150 pieces. The device doesn’t have any significant tolerance to avoid the chance of human error. Therefore, neither 149 nor 151 pieces can be in the box.






Furthermore, Factory B molds all plastic parts of panels, modules and sockets using their own molding forms that are produced in-house. This part of manufacturing is the most expensive - the cost of one form reaches tens of thousands of US dollars. The company thus controls both the quality of the plastic used and the type/functionality of ready components.


Most of the competing factories buy ready-made molding forms and hence have dependence on third parties in case of breakdowns.
In contrast to Factory A, company B does not hide and is very proud of its customers. In those workshops that contain ready products, you can easily meet all possible sizes and types of boxes and recognise logos of very famous international brands. Some of them almost never compete with NIKOMAX in Russia; they are initially positioned as a premium brands with upscale pricing. We, in NIKOMAX, know them well and treat them with respect because many of them actually built the SCS industry dozens of years ago. Some European brands were yet unknown to me last year, but after we entered markets in Hungary and Germany this year, we became aware about new competitors.
My plane to Moscow has outpaced the sea container, train or truck by at least a month and a half. I will meet these components in stock only in autumn. In the meantime, our system integrators are working hard to secure NIKOMAX as a brand in many significant projects, which will be deployed by the end of the year. Each component created in Taiwan will fulfill its mission - to function reliably. We will not sign for eternity but for at least 25 years-guaranteed.
Writer and photographer - Marina Belousova
Sales Director in Tayle (Representative Office and exclusive Distributor of NIKOMAX in Russia)

